|
|
 |
| Hard X-ray mirror at Nagoya University |
|
|
Mirror fabrication at Nagoya University |
|
|
|
1.Introduction |
To realize high throughput hard X-ray telescopes, we used a method of epoxy replication of cones that approximate the parabolas and hyperbolas of Wolter I telescope. In this method, the extremely smooth surface of a cylindrical glass mandrel is replicated by an epoxy layer on conical aluminum foil of 0.15mm thickness, with a supermirror layer as the separation agent between the glass and the epoxy. The reflector is composed of aluminum substrate with the epoxy layer and the supermirror layer on the top. This type of thin foil mirror substrate is the tightly nested coaxial configuration allows us to utilize more than 50% of the whole telescope aperture area. There are several important advantages to this method. Telescopes are low cost, relatively easy to manufacture, and lightweight. The fabrication of a conical foil mirror consists of the following processes:
|
2.Forming of foil substrate |
- Cutting foils
Our present mirrors are fabricated in quadrants, separately for each of the two arrays of cones which closely approximate the more precise surfaces of the Wolter type I geometry. Unfolding this quadrant cone, the shape becomes section of circular arc. In a hard X-ray telescope with a focal length of 8m and a mirror length of 101.6mm, we designed the elaborate cutting jig.
|
- Rolling foils
Flat foils are rolled machinically into approximate conical shapes. To bend the foil, we use a three-conical roller setup, are each, for the two arrays of cones. Adjustments to the roller spacing results in changes to the cone curvature, as needed to construct the various cone sizes. All effort is made to minimize the damage to the reflecting surface when the foil cones in contact with the rollers. The cones are formed by bending the foil at right angles.
|
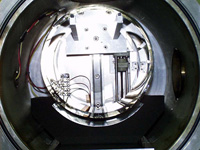
3.Supermirror deposition onto a glass mandrel |
We used the DC magnetron sputter system to deposit Pt single layer and multilayer on mandrels. In fabrication of multilayer mirror, it is important to deposit uniformly on sample. Since the solid angles of the targets are changing with the position of the mandrel, the thickness distribution on the mandrel has a large vertical dependence. In our system, we rotate the mandrel stage during the deposition. We mounted a mask just in front of the mandrel to cancel out the non-uniformity.
|
|
4.Spraying epoxy |
We used the DC magnetron sputter system to deposit Pt single layer and multilayer on mandrels. In fabrication of multilayer mirror, it is important to deposit uniformly on sample. Since the solid angles of the targets are changing with the position of the mandrel, the thickness distribution on the mandrel has a large vertical dependence. In our system, we rotate the mandrel stage during the deposition. We mounted a mask just in front of the mandrel to cancel out the non-uniformity.
|
Substrate and mandrel, with wet epoxy on them, are put together inside a vacuum chamber to avoid trapping any air. This work has another purpose to take out toluene. The chamber is evacuated to about 1 Torr by a rotary pump. If the ambient pressure is low, air remains. In the opposite, if the ambient pressure is high, hardener as well as air, go down because harder is made of volatile material. As the result, curing is not complete. Therefore, there is a tradeoff between them. We optimized the degree of vacuum. The liquid epoxy also serve as a mild buffer for the mating the glass and the aluminum.
|
The mated mandrel and substrate is put in an oven for epoxy curing. The curing has to be carried out at the lowest possible temperature to prevent print-through of thermal distorions into shape and finish of the reflecting surface. The curing condition is 50C for 8 hours and room temperature for 16 hours besides.
|
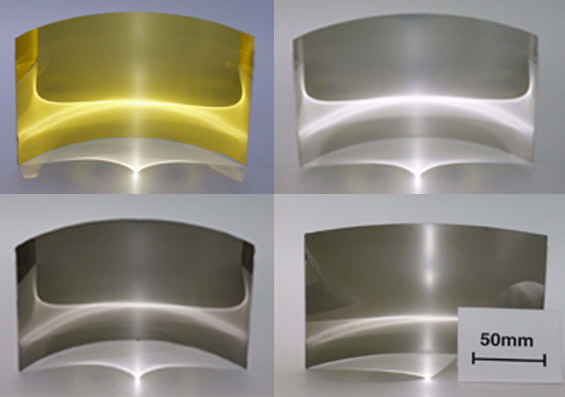
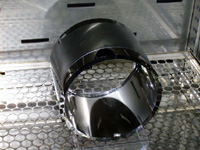
5.Removing |
The substrate can be removed from the glass mandrels after the epoxy is cured with minimum force by which permanent distortion of the foil was not to have taken place.
The mirrors should be removed from the mandrel with as little wear to the mandrel as possible for further replication. The finished foil remains its conical shape, although the mandrel shape is cylindrical. |
|
Evaluation |
X-ray measurements
- Reflectivity
- Off specular scattering
|
|
Replicated surfaces and metrology
- Optical focal image of replicated mirror
- Waviness and surface roughness with a laser scan micrometer
|
|
| |
|